Article Outline
- Introduction: The Imperative of Flame Retardancy in Polyester Fabrics
- The Inherent Flammability of Polyester and Market Demand for Safety
- Beyond Compliance: How FR Treatment Creates Market Advantage and Manages Risk
- Defining the Scope: From Apparel to Industrial Applications
- The Science of Burning and Retardancy on Polyester
- The Combustion Cycle of Polyester: Melt-Drip Phenomenon and Its Hazards
- How Flame Retardants Work: Key Mechanisms (Gas Phase, Condensed Phase, Cooling)
- The Unique Challenge of Synthetic Fibers vs. Cellulosics
- A Deep Dive into Flame Retardant Chemical Systems
- Organophosphorus Compounds: The Modern Workhorse
- Types: Phosphonates, Phosphates, Phosphinates
- Mode of Action: Char Formation in Condensed Phase
- Halogenated Compounds (Brominated/Antimony Systems): The Legacy Solution
- Performance, Regulatory Scrutiny, and Phase-Out Trends
- Nitrogen-Based Synergists (Melamine Derivatives): Enhancing Phosphorus Systems
- Inorganic/Mineral FRs (Aluminum Trihydroxide, Magnesium Hydroxide): Use in Coatings/Backings
- Emerging & Niche Systems:
- Intrinsically Flame-Resistant Fibers (e.g., modacrylic blends)
- Nano-Coatings and Layer-by-Layer Assembly
- Bio-based and Phosphazene Derivatives
- Table 1: Comparative Analysis of Primary FR Chemical Systems for Polyester
- Organophosphorus Compounds: The Modern Workhorse
- Application Methods: Integrating FR into the Fabric
- Topical Finishing (Exhaustion & Padding): The Most Common Method for Filament Fabrics
- Coating & Lamination: For Heavy-Duty or Back-Coated Fabrics (e.g., curtains, tarps)
- Incorporation into Polymer (Dope Addition): For Inherent FR Fibers (Less Common for Standard PET)
- Pros, Cons, and Durability: Wash Fastness (AATCC 61), Dry Cleaning, and Abrasion Resistance
- Performance Testing and Global Compliance Landscape
- Key Test Standards by Application:
- Apparel: 16 CFR Part 1610 (US CPSC), ISO 15025, EN ISO 14116
- Children’s Sleepwear: 16 CFR Part 1615/1616 (US)
- Home Furnishings (UK): The Furniture and Furnishings (Fire Safety) Regulations 1988
- Technical Textiles: NFPA 701, ASTM E84, EN 13501-1
- Interpreting Results: Pass/Fail, Afterflame Time, Char Length, Drip Behavior
- Table 2: Application-Specific FR Standards and Typical Performance Requirements
- Key Test Standards by Application:
- Formulation Science and the Total FR System
- Beyond Active Ingredients: The Role of Cross-linkers, Softeners, and Other Auxiliaries
- Achieving Durability: The Chemistry of Covalent Bonding vs. Physical Deposition
- Balancing FR Performance with Other Critical Properties: Hand Feel, Color, Strength, and Breathability
- Health, Environmental, and Regulatory Pressures
- The Shift Away from Halogens: REACH, Oeko-Tex, and Brand Restrictions
- Environmental Persistence, Bioaccumulation, and Toxicity Concerns
- The Drive for Sustainable Chemistry: GreenScreen® Assessment and Cradle-to-Cradle
- Procurement & Sourcing Strategy: A Technical Checklist
- Table 3: Supplier & FR Specification Questionnaire
- Questions on Chemistry, Durability, Compliance, and Environmental Impact
- The Critical Importance of Third-Party Certification and Batch Testing
- Cost Analysis and Total Value Proposition
- Breaking Down FR Cost Drivers: Chemicals, Application, Testing, and Certification
- The Business Case: Liability Mitigation, Market Access, and Premium Pricing Potential
- Future Trends: Smart FR and Next-Generation Solutions
- Conclusion: Building a Safe, Compliant, and Responsible Product
- FAQ: Frequently Asked Questions
Flame Retardant Composition for Polyester Filament Fabrics: A Comprehensive Guide for Sourcing Professionals
1. Introduction: The Imperative of Flame Retardancy in Polyester Fabrics
For professionals sourcing textiles for apparel, home furnishings, Flame Retardant Composition for Polyester Filament Fabrics or industrial uses, specifying flame-retardant (FR) properties is a critical decision that transcends basic compliance. Polyester, a thermoplastic polymer, is inherently flammable. When ignited, it melts and drips, which can rapidly spread fire and cause severe burns—a significant liability in applications from children’s sleepwear to contract upholstery and protective workwear. The global flame-retardant textiles market is projected to surpass USD 8.5 billion by 2028, driven by stringent safety regulations and growing risk-awareness. This guide provides a technical deep-dive into the chemical compositions, application methods, and compliance strategies that define effective FR treatment for polyester filament fabrics, empowering you to make informed, value-driven sourcing decisions.
2. The Science of Burning and Retardancy on Polyester
Understanding how polyester burns is key to stopping it.
- Combustion Cycle: Polyester undergoes thermal decomposition (pyrolysis) when heated, releasing flammable gases. These gases ignite, feeding the flame and generating more heat, creating a self-sustaining cycle. Critically, the melting polymer forms burning drips.
- FR Mechanisms: Flame retardants interrupt this cycle:
- Cooling: Endothermic processes absorb heat (e.g., release of water from mineral fillers).
- Gas Phase: FRs release non-flammable gases (like nitrogen or phosphorus radicals) that dilute oxygen and flammable gases near the flame.
- Condensed Phase: FRs promote the formation of a stable, insulating char layer on the fiber surface, creating a barrier between the flame and the fuel (the fabric).
- The Challenge: Effective FR systems for polyester must address both flame propagation and melt-drip behavior, often requiring a synergistic chemical approach.
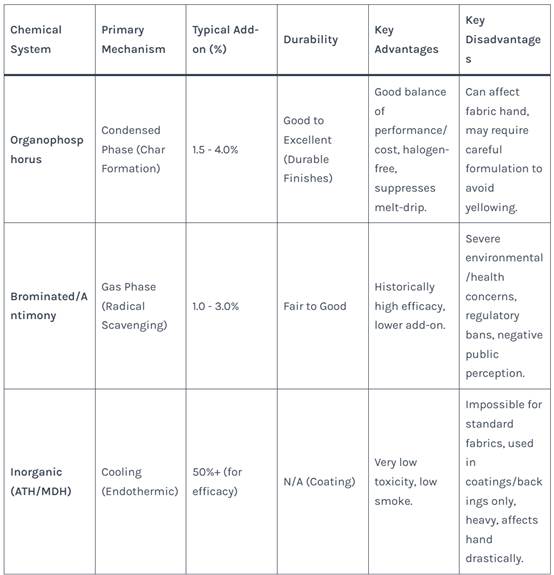
3. A Deep Dive into Flame Retardant Chemical Systems
No single “magic bullet” exists. The choice is a balance of efficacy, durability, cost, and regulatory acceptance.
- Organophosphorus Compounds (The Modern Standard): These are now the dominant chemistry for durable polyester FR.
- Types: Including dimethyl methylphosphonate (DMMP), ammonium polyphosphate (APP) for coatings, and more sophisticated reactive phosphonates.
- Action: Primarily work in the condensed phase. During burning, they catalyze the dehydration of the polyester, leading to the formation of a carbonaceous char. This char layer is intumescent—it swells and insulates, preventing further pyrolysis and stopping the melt-drip.
- Advantage: Generally more environmentally profile than halogens, can be made durable to laundering.
- Halogenated Systems (Bromine/Antimony Trioxide): The traditional high-performance solution.
- Action: Works brilliantly in the gas phase. Bromine radicals released during fire scavenge the high-energy H• and OH• radicals that propagate the flame chain reaction, effectively snuffing it out. Antimony trioxide acts as a powerful synergist.
- The Problem: Under intense scrutiny due to potential formation of toxic dioxins and furans during combustion or improper disposal. Many are persistent organic pollutants (POPs). Regulations like EU REACH and major brand RSLs (Restricted Substances Lists) are driving a rapid phase-out. Their use is now largely restricted to niche, critical technical applications where no alternative exists.
- Nitrogen-Based Synergists: Compounds like melamine cyanurate do not work well on polyester alone but are powerful co-agents with phosphorus FRs, enhancing char formation and releasing inert nitrogen gases.
- Inorganic FRs: Aluminum trihydroxide (ATH) and Magnesium hydroxide (MDH) work by endothermic decomposition, releasing water vapor. They are non-toxic but require very high loadings (often 50-60% by weight) that are impractical for standard textile fabrics, making them more suitable for polymer bulk additives or heavy coatings.
Table 1: Comparative Analysis of Primary FR Chemical Systems for Polyester
4. Application Methods: Integrating FR into the Fabric
- Topical Finishing: The mainstream method for filament fabrics.
- Exhaustion: FR chemicals are “exhausted” onto the fabric from a bath under controlled pH and temperature, often used for phosphorus-based chemicals that can react with the fiber.
- Padding (or “Pad-Dry-Cure”): Fabric is impregnated with an FR chemical bath, squeezed through rollers (padders), then dried and cured at high heat. Curing often creates covalent bonds between the FR agent and the polymer, ensuring durable flame retardancy that survives 50+ home launderings (per AATCC 61).
- Coating & Lamination: Used for heavyweight fabrics like theater curtains, tents, or tarpaulins. A layer containing high levels of FR agents (often inorganic like ATH) is applied to the back, preserving the face aesthetics.
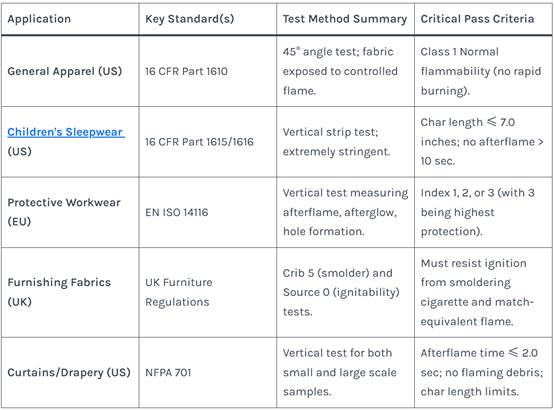
5. Performance Testing and Global Compliance Landscape
Compliance is non-negotiable and region/application-specific.
Table 2: Application-Specific FR Standards and Key Metrics
6. Formulation Science and the Total FR System
An effective FR finish is a precise cocktail. Beyond the active FR agent, formulators add:
- Cross-linking Agents: To bond the FR chemically to the fiber for wash durability.
- Soft Hand Modifiers: To counteract the stiffening effect of the FR resin.
- Wetting Agents & Stabilizers: For even application and bath stability.
The art lies in achieving the required FR performance (e.g., passing NFPA 701 after 50 washes) without making the fabric stiff, discolored, or hydrophobic.
7. Health, Environmental, and Regulatory Pressures
The regulatory tide is turning decisively against halogenated FRs. The EU’s REACH regulation constantly evaluates and restricts substances of very high concern (SVHCs). Brands adhere to strict RSLs and standards like Oeko-Tex Standard 100, which severely limits or bans specific brominated compounds. The future lies in “green chemistry”—FR systems designed for efficacy without persistent toxicity.
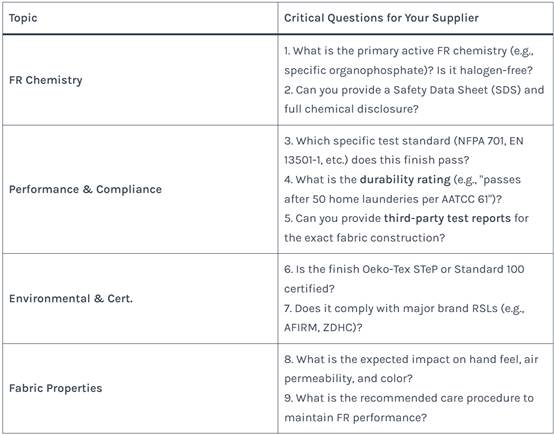
8. Procurement & Sourcing Strategy: A Technical Checklist
Table 3: Supplier & FR Specification Questionnaire
9. Cost Analysis and Total Value Proposition
FR treatment adds cost: chemical cost (~$0.50-$2.50/linear yard), application energy, and rigorous testing/certification. However, this must be weighed against:
- Risk Mitigation: Avoiding catastrophic liability from fire-related injuries.
- Market Access: Gaining entry to lucrative contract, hospitality, and protective wear sectors.
- Brand Value: Promoting a product as “safety-certified” commands a premium.
10. Future Trends
Research focuses on nano-scale coatings (e.g., silica networks), biomimetic intumescent systems, and reactive FR monomers that are polymerized into the PET chain itself for permanent, non-leachable protection.
11. Conclusion
Specifying FR for polyester filament fabric is a complex but essential technical undertaking. The move is decisively toward durable, non-halogenated, organophosphorus-based systems verified by third-party testing. By understanding the chemistry, demanding full transparency, and prioritizing total value over mere unit cost, sourcing professionals can secure fabrics that are not only safe and compliant but also commercially viable and future-proof.
12. FAQ
Q1: What does “durable” vs. “non-durable” FR finish mean?
A: A durable flame retardant (DFR) finish is designed to withstand multiple launderings or dry cleanings (e.g., 50+ cycles) without significant loss of performance. This is achieved via chemical bonding. A non-durable finish (often salt-based) is removed by the first wash and is only suitable for disposable items or applications where cleaning is never intended.
Q2: Can I get an FR finish that is also water-repellent (DWR)?
A: Yes, but it requires careful formulation. Many FR chemicals, especially phosphorus-based salts, are hydrophilic. A skilled finisher can apply a DWR finish on top of a cured FR finish, or use specialized FR/DWR combination chemistries. The sequence and compatibility are critical and must be tested.
Q3: How does FR treatment affect the fabric’s recyclability?
A: It presents a significant challenge. FR chemicals, especially durable ones, contaminate the polymer stream. A fabric with a durable phosphorus FR finish cannot be mechanically recycled into high-quality polyester fiber without performance degradation. This is a major sustainability hurdle the industry is working to solve, looking toward design for recyclability.
Q4: Are there any inherent (not treated) flame-resistant polyester fibers?
A: Truly inherent FR polyester is rare and expensive. Some modified PET fibers incorporate FR monomers during polymerization. More common is the use of inherently FR fibers like modacrylic (e.g., Kanecaron®) or aramid (e.g., Nomex®) blended with polyester. In a blend, the FR fiber protects the polyester by forming a protective char structure.
Q5: How can I verify my supplier’s FR claims?
A: Never rely on a certificate alone for a production batch. Implement a batch testing protocol. Require your supplier to provide a third-party lab test report (from an accredited lab like SGS, Bureau Veritas, etc.) for each lot of FR-finished fabric, showing it passes the required standard. Retain reserve samples from each lot for your own due-diligence testing.
